







联系我们
Contact Us
2件加工是指通过设置2处上料和夹持装置,在1个节拍内完成2个工件的加工方法,节拍时间是原来的一半。
1台设备上完成 工件正面加工→工件翻转→工件反面加工→工件排出等,本公司设备可以1台完成原本需要2台机器的工序。 这样不仅可以节省空间、人力和降低包括附带设备在内的设备投资额,还可以提高成品率。
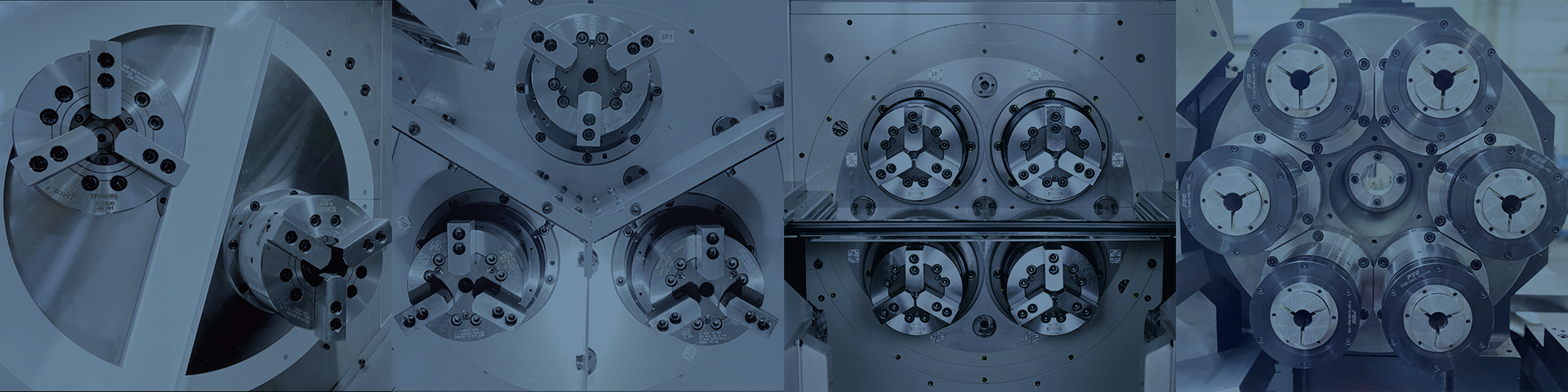
通常,在多轴自动车床使用卡盘类进行锻造件或切割材料之后的加工时,主轴(卡盘)是保持旋转的。 但是如果工件是四边形或六边形材等异形工件的话,卡盘和工件会有损伤,无法成型。
因此岛田设计了一种加工方式,即只对装卸的1个轴停止旋转,对工件进行装料和卸料,其他5个轴仍然旋转进行加工。 这样一来,异形工件也可以不产生空闲时间达到高效率加工。
(六边形等的)多边形加工是指通过旋转毛胚,并同步旋转刀具,可在较短加工时间内加工四边形、六边形等多边形产品的加工方法。 以工件旋转速度两倍的旋转速度让刀具旋转加工。对边切削1刃刀,4面切削2刃刀,6面切削3刃刀,像这样安装切削面一半数量的刀具进行多边形加工。
辊压成型是辊压床(辊压机)施加强力使材料成型的塑性加工的一种,是使棒料加工素材一边旋转,一边用辊压模具的工具使其成形的方法。辊压是为加工螺纹而开发的加工方法,现在辊压加工中最常用的是螺纹加工。其他还用于如花键、锯齿、蜗杆等。辊压模具外圈为螺纹形状的多个圆筒形模具组成,通常使用两个2铸模或三个3铸模作为一组。对于不同螺纹的加工产品,需要分别准备专用的模具;根据模具的形状,除了可以制作公制螺丝(M)、梯形螺丝(TM、TW)、锥形螺丝(PT、PS)以外,还可以制作特殊成型螺丝等多种产品。。
加工步骤是将材料(棒材)夹入辊压模具,旋转材料的同时向材料中心方向的模具施加压力使其成形。这样成形的螺纹叫做辊压螺纹。
在辊压加工中通常以冷间(常温)进行加工。在冷成型过程中,材料组织只移动而不被切断,因此不会产生切屑。另外辊压螺纹比切削螺纹强度高,加工效率也高,适合批量生产。但是铸铁和硬度高的材料由于伸长率低或硬度高而不适合辊压。
岛田的多轴自动车床可通过交叉导轨进行2模具的辊压加工,通过主导轨(轴向导轨)进行3模具的辊压加工。
为了将工件加工成某种形状时,如果刀具沿着加工形状加工的话,会花费较长加工时间,从而延长节拍时间,降低生产效率。因此通过带有与加工图相同形状和尺寸刀片的刀具进行加工,可以实现快速节拍,尺寸管理容易。这样按照加工形状做成的刀具叫做成型刀。成型刀有燕尾、圆头、斜向式、平锥、半月锥式等。
岛田不仅销售车床本体,在成型刀等各种加工相匹配刀具的选择上提供建议。
如其名 采用Dovetail(燕子尾巴)的形状,只需研磨前角面就能反复多次使用,性价比高,芯高调整也非常容易。
岛田的多轴自动车床根据加工内容向客户推荐燕尾形刀片,多用于交叉导轨和NC导轨。
 021-62432531
021-62432531




