




2 个主轴 1 个刀塔
2主轴1NC车床
属于“2SI系列”,以“将辅助时间削减到极限的NC车床”为理念,自1994年本公司独立开发以来, 至今已向国内外多种行业出厂约1000台的2主轴1NC车床。

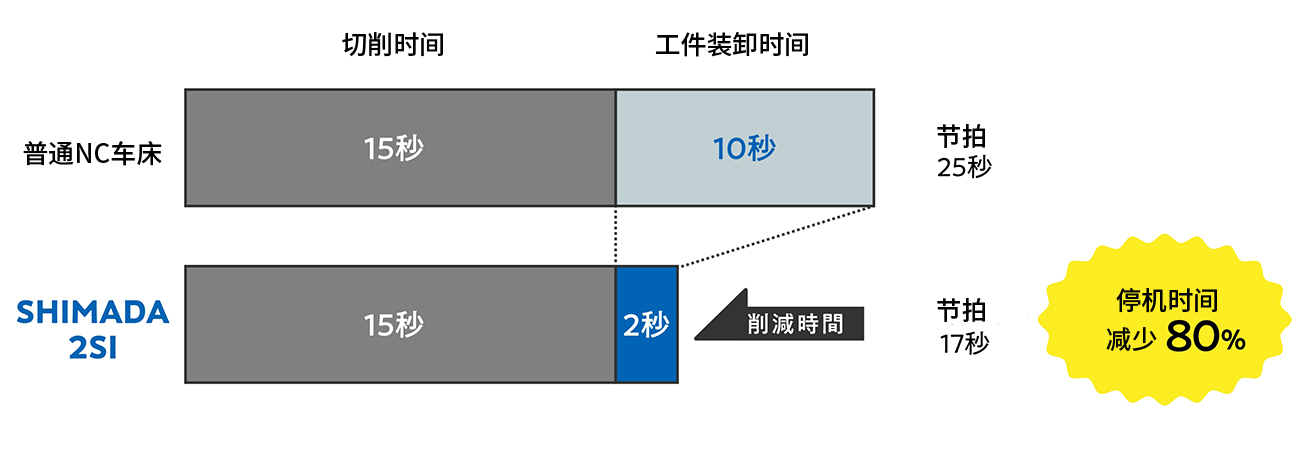
工件的切削时间在使用NC车床的情况下,只要选择合适的机型就不会有太大的变化。那么可以考虑,为了缩短节拍时间就必须减少非切削时间。比如卸载加工好的工件,向夹具吹气, 之后进行工件毛坯装料,这一系列的动作6英寸级工件需要10秒左右,10英寸级大型工件和长型工件,甚至复杂形状工件和需牢固夹紧的话,所需时间会更长。
一般的NC车床在切削时间上是一系列作业(上料、卸料、吹气)等时间的叠加,而2SI则由各自的主轴分担加工和装卸,因为同时进行,可以缩短加工节拍。 例如,6英寸的小型工件加工需要15秒,拆装需要10秒的话,总计节拍总时长为25秒,而2SI加工15秒加上主轴滚筒分度的若干秒,可以做到17秒左右的节拍。
例如,在OP10为30秒OP20为45秒的情况下,即使OP10加工完成,也会产生直到OP20完成为止的另外15秒的等待时间“闲置时间”。这就像是连接单轴NC车床或生产线中有任何工序慢了, 就会成为拖延全部工序加工时间的问题所在。
主轴①OP10的30秒加工内,主轴②进行OP20用工件毛坯的装载,加工和装载双方结束后,主轴转盘180°分度,主轴位置互换。现在由主轴②进行 OP20的45秒加工,在主轴①上进行OP10用的工件毛坯的装载。
像单轴NC车床和2轴2NC车床那样,因30秒调整到45秒时产生的15秒闲置时间,在我们2SI设备加工时不会产生。
 021-62432531
021-62432531






